
Bir ölçüm cihazı alırken “Measuring Rate – ölçüm sıklığı”, “Averaging – ortalama” ve “Accuracy -doğruluk” kelimelerinin anlamları… Kablo ekstrüzyon hattı için en uygun ölçüm cihazının seçimi
Yazar: Dr. Hilmar Bolte, Araştırma & Geliştirme / Analiz Müdürü SIKORA AG
Bir ölçüm cihazına yatırım yapmaya karar verirken, maliyetlerin yanı sıra ana faktörlerden biri de genellikle hangi cihaz “en iyisi” arayışıdır. Teknik değerlendirmede azçok olarak özellikleri karşılaştırmak kolay görünüyor. Ancak bu sadeleştirme, risk taşımaktadır. Örneğin, dijital fotoğrafçılıkta, sensörlerin büyüklüğü, tekil bağımsız pixel sayısı genel olarak toplam piksel sayısından daha önemlidir. Ancak toplam piksel sayısı genellikle ilgili satış argümanıdır. Bu nedenle, bir ölçüm cihazının özelliklerini ve hassasiyetini sorgulamak mantıklıdır. Genellikle bu özelliklerin sıcaklık, ürünün pozisyonu vb. geçerli olduğu koşullar hakkında daha fazla bilgi eksiktir.
Teknik özellikler genellikle aşağıdakileri içerir:
“Ölçüm aralığı”, “Mutlak doğruluk” (ayrıca “doğruluk”), “Tekrarlanabilirlik” (ayrıca “hassaslık”) ve “Ölçüm sıklığı”.
“Ölçüm aralığı”, ölçülebilen minimum / maksimum ürün boyutlarını gösterir. Bazen, görsel aralık bunun yerine belirtilir, bu şu anlama gelir: ölçülecek nesnelerin hareket etmesine izin verilen genel aralık. Bazen, minimum ve / veya maksimum ölçülebilir boyut hakkında bilgi de eksik olur.
“Doğruluk” kavramının anlamı, tüm ölçüm hatalarının toplamıdır. Ancak, bir ölçüm cihazının değerlendirilmesi için farklılaştırılması gerekir: “mutlak doğruluk”, onaylanmış bir standart değerle ortalama bir ölçüm değerinin karşılaştırılması anlamına gelir.
“Tekrarlanabilirlik”, ölçüm değerlerinin aynı koşullar altında saçılması ve dola-yısıyla cihazın kendisinin ölçüm değeri gürültüsünün bir özelliği olarak tanım-lanır. “Tekrarlanabilirlik” için sadece sayısal bir değerin tek belirtimi yeterli değildir. Bir tedarikçinin tek değerlerin standart sapmasını göstermesi, bir diğerinin ise ortalama değerlerin bir sırasına göre hesaplaması olabilir.
“Mutlak doğruluk” (“doğruluk” da denir) ve “tekrarlanabilirlik” (“hassaslık” olarak da adlandırılır) tanımlarının ortak bir görselleştirmesi, Şekil 1’de gösterilmiştir.
Şekil 1: Bir atıcının örneğine dayalı “Accuracy” mutlak doğ-ruluk ve “Repeatability” tekrarlanabilirlik.
Bir ölçüm cihazının “ölçüm sıklığı” saniyede yapılan ölçüm değerleri-nin toplam sayısıdır. Bu “daha fazla”nın “daha iyi” olarak görüldüğü önemli bir karşılaştırma kriteridir. Bununla birlikte, objektif bir karşılaştırma için, ölçüm sıklığı ve mutlak doğruluk ile tek bir ölçümün tekrarlanabilirliği arasındaki anlam farkı önemlidir. Daha yüksek bir ölçüm sıklığına sahip bir ölçüm cihazının, ancak daha düşük bir tek değerli hassasiyetin, bir işlemin daha düşük bir ölçüm sıklığına ve daha yüksek bir tek değerli hassasiyete sahip bir cihaza göre kontrol edilmesi ya da karakterizasyonu için daha az uygun olması söz konusu olabilir. Örneğin, daha düşük bir tek değerli hassasiyet nedeniyle uzun bir ortalama süresinin gerekli olduğu durum budur. Daha sonra, bu ortalama süre içinde meydana gelen gerçek ürün çeşitliliğinin, gerçekten mevcutken ortalaması riski vardır. En kötü durumda, özellikler ölçüm cihazı tarafından bildirilmeden bile ihlal edilebilir.
Aşağıdaki örneği verilen 2000 yılı Eylül ayında bir hafta boyunca alınan bir sıcaklık değerlerinin, bir ölçüm değerinin ortalama alınmasının değeri ne ölçüde etkileyebileceğini göstermektedir (Şekil 2).
Şekil 2: Örnek olarak sıcaklık profili
Görüntülenen “gerçek değer” on dakikalık aralıklarla alınan tek ölçümden kaynaklanır. Bir saatlik bir süre boyunca ortalama sadece aşırı değerleri sönümler. Değişen sıcaklığı 12 saatten fazla ortalama alırken, sıcaklıktaki değişiklikler gerçekte olduğundan daha düşük olarak görüntülenir. Ayrıca, ortalama değer tüm gün boyunca üretilirse, günlük sıcaklık değişimleri hakkındaki bilgiler tamamen kaybolur. Sonraki ortalama düşüşe ihtiyaç duyan bir cihaz, bir alarmın yükseltilmesi gereken bir süreç için uygun olmayacaktır veya sıcaklık aralığına bağlı olarak bir ayarlama yapılmalıdır.
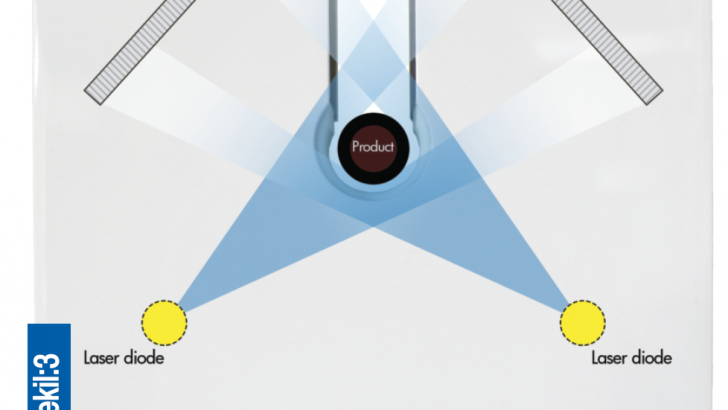
Kablo üretim işleminden alınan pratik bir örnek, dönen aynalarla gölge projeksiyon yöntemine dayanan çap ölçümüdür. Çoğunlukla aynaların yüzlerinin sayısı ile çarpılan dönme sıklığından kaynaklanan yüksek ölçüm sayısı belirtilir ([1] Zanoni, 1973, [2] Vossberg, 1981). Bununla birlikte, doğruluk tarifi, nispeten zayıf bir tek değerli kesinlik nedeniyle genellikle bir saniyeye kadar olan ortalama değerlere dayanmaktadır. Bunun çeşitli sebepleri var. Her bir ölçüm farklı bir ayna yüzü ile yapılır. Ölçüm sırasında ürün hareketleri, ürün çapını -hareket yönüne bağlı olarak; arttırır veya azaltır, her iki ürün kenarının ölçümü aynı anda olmaz, sırayla yapılır. Son olarak, çap bilgisi sadece karanlıktan ışığa ve ışıktan karanlığa geçişten elde edilir. Zamanın geri kalanı, ölçüm sinyalinin bilgi içeriği sıfırdır. Bunun aksine, ışıkların kırılarak yayılması yöntemi ([3] Blohm, Sikora, & Beining, 2005, [4] Blohm & Sikora, 2017) gibi diğer ölçüm teknikleri için hat tarama kameraları kullanılır (Şekil 3 ve 4).
Şekil 3: Hat sensör teknolojisinin SIKORA çap ölçüm kafasında kırınım analizi Şekil 4: CCD hat sensöründeki kırınım sinyali
Öncelikle, ürün kenarları aynı anda kaydedilir ve bu nedenle ürün hareketi bir sorun değildir. Öte yandan, ürün gölgesi dışındaki kırınım bağlantısındaki her bir piksel, ürün kenarlarına doğrudan bağlanabilir. Bu durum, çok daha yüksek bir tek değerli hassasiyete yol açar ve sonuç olarak, bir üretim sürecinin kontrol edilmesi veya karakterizasyonu için kullanılabilecek kadar uzun bir süre boyunca ölçüm değerinin ortalamasını alınır. Ayrıca, yüksek hassasiyetteki her bir tek ölçüm değerleri daha fazla analiz için kullanılabilir. Örneğin, iletişim kablosu üretimi alanında FFT analizi ve ayrıca online ölçümden üretim sırasındaki geri dönüş kaybı gibi (SRL) ([5] Blohm 2007). Diğer bir örnek, SIKORA’dan (6 SIKORA 2018) CENTERVIEW 8000 ile dışmerkezlik gibi bir ölçüm parametresinin her bir ayrı değerleri-nin dağılım grafiğinin görselleştirilmesidir. Bu basit bir görsel değerlendir-me ile çapraz kafa merkezlemesinin kolayca ayarlanabilmesini sağlar. Sonuç olarak: Bu koşulları dikkate almadan ölçüm sıklığının sadece bir karşılaştırması yeterli değildir. Bu nedenle, iki ölçme cihazının objektif bir karşılaştırması için, öncelikle, sürecin gereklerini açıkça belirlemek önemlidir. Ayrıca, üretici tarafından verilen katalog detayları sorgulanmalı ve ihtiyaç duyulan bilgileri kullanarak karşılaştırılabilir bir temel alınmalı, böylece yeni bir ölçüm cihazına yapılan yatırım, kalite, süreç optimizasyonu ve maliyet tasarrufunda artışa yol açacaktır.